


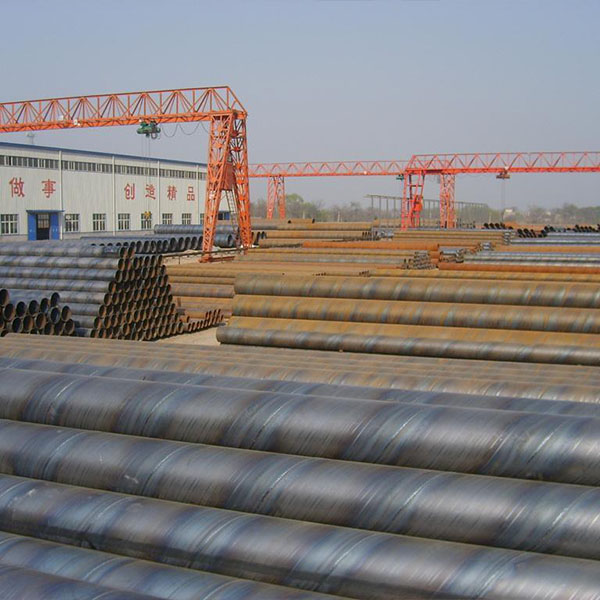
Спіральна трубка Q235B
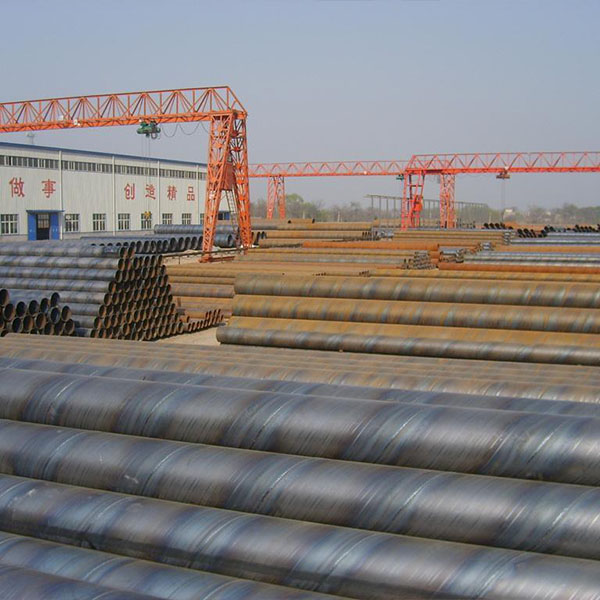


Стандарти, які зазвичай використовуються для спіральних сталевих труб, загалом поділяються на: SY/T5037-2000 (стандарт Міністерства, також званий сталевими трубами з дуговим зварюванням під флюсом зі спіральним швом для звичайних трубопроводів для транспортування рідини), GB/T9711.1-1997 (національний стандарт, також званий Сталева труба для транспортування нафтогазової промисловості Перша частина технічних умов поставки: сталева труба класу A (сталь марки GB/T9711.2 B суворо потрібна труба), API-5L (Американський інститут нафти, також називається трубопровідна сталева труба; яка поділяється на два класи: PSL1 і PSL2), SY/T5040-92 (спіральна зварена під флюсом сталева труба для палі).


(1) Сировиною є рулони сталевої стрічки, зварювальний дріт і флюси. Перед інвестуванням необхідні суворі фізичні та хімічні перевірки.
(2) Стикове з’єднання головки та хвоста смугової сталі за допомогою однодротового або дводротового зварювання під флюсом, після згортання в сталеву трубу автоматичне зварювання під флюсом використовується для ремонтного зварювання.
(3) Перед формуванням смуга проходить вирівнювання, обрізання краю, стругання краю, очищення поверхні та транспортування, а також попередню обробку згинання.
(4) Електричний контактний манометр використовується для контролю тиску циліндрів з обох боків конвеєра, щоб забезпечити плавне транспортування смуги.
(5) Прийняти зовнішнє керування або внутрішнє керування формуванням валків.
(6) Пристрій контролю зварювального зазору використовується для забезпечення відповідності зварювального зазору вимогам до зварювання, а діаметр труби, величина зміщення та зварювальний зазор суворо контролюються.
(7) Як внутрішнє, так і зовнішнє зварювання використовують американський електрозварювальний апарат Lincoln для однодротового або дводротового зварювання під флюсом, щоб отримати стабільні характеристики зварювання.
(8) Зварні шви перевіряються безперервним онлайн-ультразвуковим автоматичним приладом для перевірки дефектів, який гарантує 100% неруйнівний контроль спіральних зварних швів.
(9) Використовуйте апарат повітряно-плазмового різання, щоб розрізати сталеву трубу на окремі частини.
(10) Після розрізання на окремі сталеві труби перші три сталеві труби кожної партії повинні пройти сувору систему першої перевірки, щоб переконатися, що процес виготовлення труб кваліфікований перед офіційним запуском у виробництво.
(11) Деталі з безперервними слідами звукової дефектоскопії на зварних швах проходять повторний ручний ультразвуковий та рентгенівський контроль.
(12) Труби, де шви стикового зварювання смугової сталі та D-подібні з’єднання, що перетинають спіральні зварювальні шви, перевіряються за допомогою рентгенівського телебачення або відеозйомки.
(13) Кожна сталева труба проходить випробування гідростатичним тиском, і тиск приймає радіальне ущільнення. Випробувальний тиск і час суворо контролюються гідравлічним мікрокомп'ютерним пристроєм виявлення сталевих труб. Параметри тесту автоматично друкуються та записуються.
(14) Механічна обробка торця труби, щоб можна було точно контролювати вертикальність торця, кут скосу та тупий край.
Сталева труба з дуговим зварюванням під флюсом зі спіральним швом (SY5036-83) для транспортування рідини під тиском в основному використовується для трубопроводів для транспортування нафти та природного газу; спіральношовна високочастотно зварена сталева труба (SY5038-83) для транспортування рідини під тиском, використовуючи метод високочастотного зварювання внахлестку Зварна спіральношовна високочастотно зварена сталева труба для транспортування рідини під тиском. Сталева труба має сильну несучу здатність і хорошу пластичність, що зручно для зварювання та обробки. Як правило, зварена під флюсом сталева труба зі спіральним швом (SY5037-83) для транспортування рідини низького тиску виготовляється за допомогою двостороннього автоматичного дугового зварювання під флюсом або одностороннього зварювання для води. такі як газ, повітря і пара





