


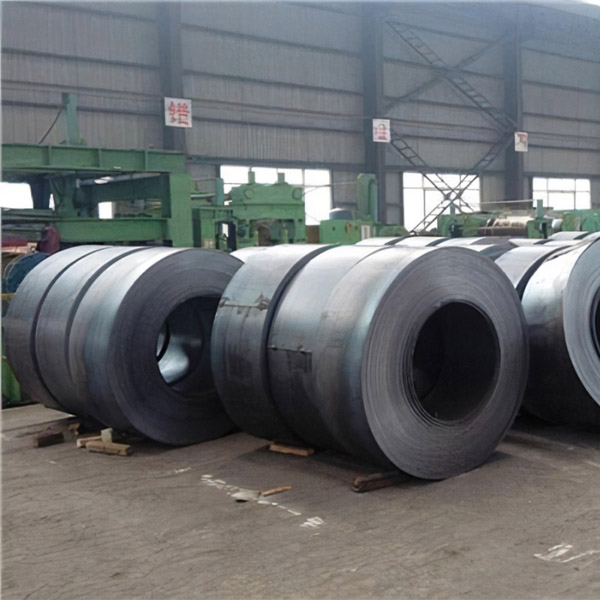
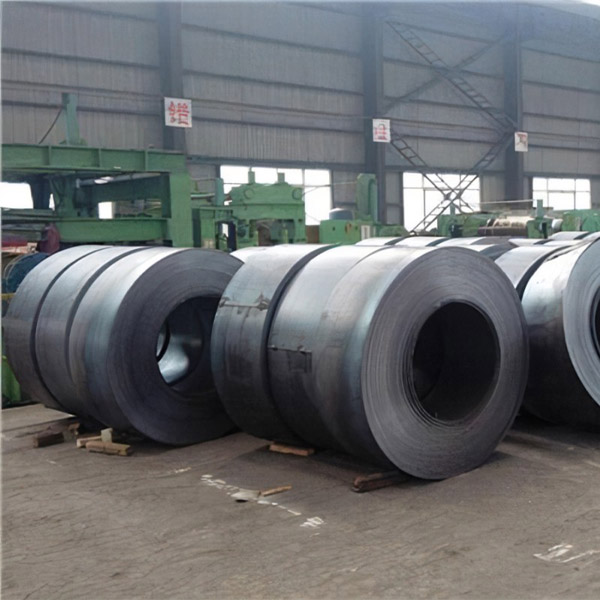
Травлення гарячекатаної сталевої котушки


Розмір сталевого листа повинен відповідати вимогам таблиці «Розміри та технічні характеристики гарячекатаного сталевого листа (Витяг із GB/T709-1988)».
Розмір сталевої смуги повинен відповідати вимогам таблиці «Розміри та характеристики гарячекатаної сталевої смуги (Витяг із GB/T709-1988)».
Ширина сталевої пластини також може мати будь-який розмір 50 мм або кратний 10 мм.
Довжина сталевої пластини має будь-який розмір 100 мм або кратний 50 мм, але мінімальна довжина сталевої пластини шириною менше або дорівнює 4 мм не повинна бути менше 1,2 м, а мінімальна довжина сталевої пластини при товщині понад 4 мм не менше 2 м.
Відповідно до вимог, товщина сталевої пластини менше 30 мм, інтервал товщини може становити 0,5 мм.
Відповідно до потреб, після узгодження між постачальником і покупцем, можлива поставка сталевих листів і смуг інших розмірів.

Загальна товщина:0,8, 1,0, 1,2, 1,5, 1,8, 2,0, 2,35, 2,45, 2,50, 2,70, 2,75, 2,8, 2,9, 2,95, 3,0, 3,25, 3,3, 3,5, 3,75, 3,8, 3,9, 3.95, 4, 4.25 , 4.5, 4.7, 4.75, 5, 5.5, 5.75, 6, 6.75, 7, 7.5, 7.75, 8, 8.75, 9, 9.5, 9.75, 10, 10.5, 11, 11.5, 12
Гарячу безперервну прокатку можна розділити на звичайну вуглецеву конструкційну сталь, низьколеговану сталь і леговану сталь відповідно до її матеріалу та продуктивності. Відповідно до різного використання їх можна розділити на: холодноформовану сталь, конструкційну сталь, автомобільну конструкційну сталь, корозійно-стійку конструкційну сталь, механічну конструкційну сталь, зварну сталь для газових балонів і посудин під тиском, трубопровідну сталь тощо.
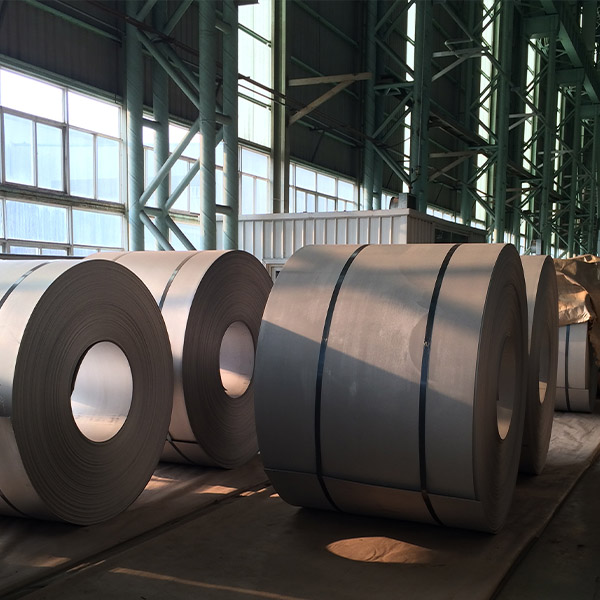
У агрегаті гарячого оцинкованого гарячекатаного листа використовується покращений процес відпалу Сендзиміра, а сировиною є гарячекатані травлені котушки. Процес виробництва виглядає наступним чином:
Гарячекатаний травлений рулон → розмотування → різальна головка та хвіст → зварювання → вхідний петельник → модифікована горизонтальна піч для відпалу Sendzimir → гаряче цинкування → охолодження після покриття → вимірювач товщини цинкового шару → вирівнювання та випрямлення → пасивація → оглядовий стіл → електростатичне змащення → Змотування → Зважування та пакування → Зберігання готової продукції.




